Honeycomb belts, characterized by their unique open-mesh structure, are a highly versatile conveyor belt solution. Their distinct design, resembling a honeycomb pattern, offers exceptional strength, minimal contact with products, and excellent airflow, making them indispensable in a wide array of industrial applications. But which types of businesses specifically benefit most from integrating honeycomb belts into their operations? Let’s delve into the sectors where these robust and efficient belts truly shine, and why partnering with a honeycomb belt manufacturer is crucial for optimal performance.
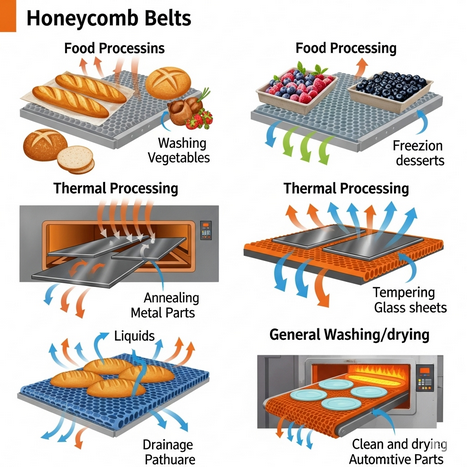
1. Food Processing Industry:
The food industry is a prime beneficiary of honeycomb belts due to their hygienic properties and superior performance in various food-related processes:
Baking and Confectionery: For products like bread, biscuits, pastries, and candies, honeycomb belts allow for even heat distribution during baking, cooling, and freezing. The open mesh prevents steam buildup and ensures uniform results.
Washing and Drying: Their open structure makes them ideal for washing fruits, vegetables, and other produce, allowing water to drain quickly. Similarly, in drying applications, the airflow promotes efficient moisture removal.
Frying and Blanching: Honeycomb belts can withstand high temperatures, making them suitable for continuous frying or blanching of various food items, ensuring consistent cooking and oil drainage.
Freezing: In cryogenic or blast freezing tunnels, the open design allows for rapid and uniform freezing of products, preventing clumping and maintaining product quality.
Meat and Poultry Processing: For chilling, freezing, or washing meat and poultry, the belts provide good drainage and airflow, crucial for hygiene and product integrity.
2. Thermal Processing and Heat Treatment:
Industries requiring precise temperature control and efficient heat transfer heavily rely on honeycomb belts:
Annealing and Sintering: In metalworking, honeycomb belts are used in furnaces for annealing (heat treatment to alter microstructure) and sintering (compacting and forming a solid mass of material by heat or pressure without melting it to the point of liquefaction). Their high-temperature resistance is critical here.
Glass and Ceramics: For firing, annealing, or drying glass and ceramic products, the open mesh allows for even heat distribution and prevents product sticking.
Brazing and Soldering: In continuous brazing or soldering operations, the belts provide a stable platform for parts while allowing heat to penetrate uniformly.
3. Washing and Drying Applications (Beyond Food):
The excellent drainage and airflow capabilities of honeycomb belts extend their utility to various non-food washing and drying processes:
Parts Cleaning: In manufacturing, for washing and drying metal parts, electronic components, or plastic products, ensuring thorough cleaning and efficient drying.
Textile Processing: For washing, dyeing, and drying fabrics, where even exposure to liquids and air is essential.
Chemical Processing: In applications where products need to be washed or dried after being exposed to chemicals, the belts’ robust construction can withstand corrosive environments.
4. Product Assembly and Conveying:
While not always immediately obvious, honeycomb belts can also be beneficial in general conveying and assembly lines where specific conditions are met:
Light-Duty Assembly: For conveying small or delicate parts where minimal contact is desired to prevent scratching or damage.
Cooling and Setting: If products need to cool or set during the assembly process, the airflow provided by the honeycomb structure can be advantageous.
Sorting and Inspection: The open mesh allows for visual inspection from below or for air jets to separate products.
5. Other Niche Applications:
Agriculture: In some agricultural processes, such as drying grains or conveying produce where airflow is important.
Waste Management (Specific Applications): For certain types of waste processing where washing or drying is involved, and the open structure can help with material separation.
Why Choose Honeycomb Belts? Key Advantages:
Excellent Airflow and Drainage: Crucial for heating, cooling, washing, and drying processes.
High Strength-to-Weight Ratio: Despite their open design, they are remarkably strong and durable.
Minimal Product Contact: Reduces the risk of scratching, scuffing, or product deformation.
High Temperature Resistance: Many varieties are designed to withstand extreme heat, making them suitable for furnaces and ovens.
Easy to Clean: The open structure prevents product buildup and facilitates thorough cleaning, especially important in hygienic environments.
Versatility: Can be designed with various wire diameters, mesh sizes, and edge configurations to suit specific applications.
The Importance of a Reputable Honeycomb Belt Manufacturer:
For businesses considering honeycomb belts, selecting the right honeycomb belt manufacturer is paramount. A reputable manufacturer will offer:
Customization Options: The ability to tailor belt specifications (material, wire diameter, pitch, width, edge treatment) to precisely match your unique application requirements.
Quality Materials and Construction: Ensuring the belts are made from high-grade stainless steel or other alloys that can withstand the demands of your industry, offering longevity and consistent performance.
Expertise and Technical Support: A good honeycomb belt manufacturer can provide invaluable advice on belt selection, installation, maintenance, and troubleshooting, optimizing your operational efficiency.
Adherence to Standards: Compliance with industry standards and regulations, particularly crucial for food-grade and high-temperature applications.
Reliable Supply Chain: Ensuring timely delivery and readily available spare parts to minimize downtime.
In conclusion, businesses engaged in food processing, thermal treatment, and various washing and drying operations are the primary candidates for leveraging the unique benefits of honeycomb belts. Their ability to facilitate efficient heat transfer, promote superior drainage, and maintain product integrity makes them an invaluable asset in demanding industrial environments, contributing to increased efficiency, improved product quality, and enhanced operational hygiene. When seeking these benefits, partnering with a knowledgeable and experienced honeycomb belt manufacturer is the key to unlocking the full potential of this versatile conveyor solution


